




Odlewnia RAFAMET wdrożyła technologię traconego modelu Lost Foam jako innowacyjną alternatywę dla tradycyjnego procesu odlewniczego.
W technologii Lost Foam nazywanej też Full Mold wykorzystywane są modele styropianowe (EPS), które w całości zasypywane są w formie odlewniczej. Ciekły metal wprowadzony do formy wypełnia jej wnękę wypalając jednocześnie model. Proces traconego modelu jest ekonomiczny dla złożonych odlewów ponieważ styropianowy model może odtwarzać podcięcia, kątowe wgłębienia i zoptymalizowane kontury. W wielu przypadkach metoda ta jest znacznie tańsza w stosunku w stosunku do tradycyjnej, wykorzystującej drewniane zespoły modelowe ze względu na niższe koszty produkcji modelu.
Korzyści zastosowania technologii Lost Foam:
- Większa niż dla modeli drewnianych elastyczność konstrukcji dla projektantów/konstruktorów
- Możliwość produkcji skomplikowanych odlewów dla wszystkich gatunków żeliw
- Niższe koszty dla produkcji jednostkowej i prototypowej (koszt modelu EPS to 20-30% kosztów modelu drewnianego)
- Krótszy termin dostawy (produkcja modelu EPS trwa 1 do 3 tygodni)
- Dodatkowa możliwość redukcji ciężaru odlewu
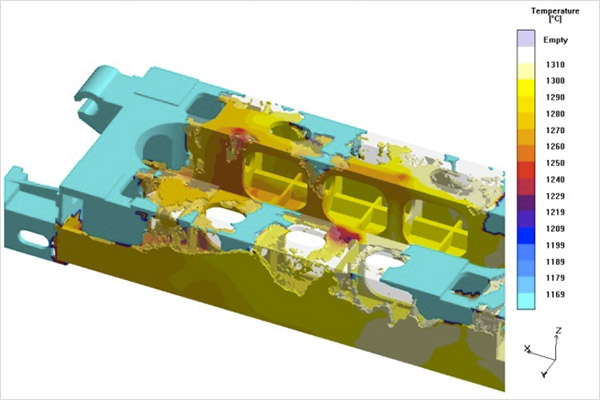 Symulacja zalewania odlewu na bazie modelu EPS przeprowadzona w systemie MAGMA
Symulacja zalewania odlewu na bazie modelu EPS przeprowadzona w systemie MAGMANasza oferta:
- Ekonomiczny dobór odpowiednich odlewów do metody traconego modelu w porównaniu do konwencjonalnych metod odlewniczych
- Opracowanie prototypu oraz projekt modelu EPS
- Wsparcie technologiczne w procesie projektowania odlewów
- Produkcja i dostawa modeli styropianowych
Proces produkcji:
- Model wykonywany jest ze spienionego polistyrenu, zawiera około 98% powietrza i 2% polistyrenu.
- Warstwy specjalnego pokrycia ceramicznego zostaje naniesiona na model natryskowo lub pędzlem. Pokrycie stanowi barierę ochronną pomiędzy powierzchnią styropianu a masą formierską, przepuszcza ono gazy wytwarzające się podczas spalania spienionego materiału do piasku. Pokrycie zabezpiecza metal przed penetracją do masy formierskiej i zapobiega przypaleniom.
- Model wraz z układem wlewowym zostaje umieszony w skrzyni formierskiej i zasypany masą. Całość jest pozostawiona do utwardzenia.
- Ciekły metal wprowadzony do formy z zaformowanym modelem EPS, który zostaje zgazowany a powstałe wnęki wypełnia metal.
- Po zastygnięciu i wystygnięciu odlew zostaje wybity z masy formierskiej i oczyszczony z pozostałości przepalonego pokrycia ochronnego.
Przykładowy odlew model EPS i wykoanany z niego odlew o ciężarze 9000kg z żeliwa EN-GJL-300.



