


TECHNICKÁ PŘÍPRAVA VÝROBY
Technická kancelář zodpovídá za přípravu technologické dokumentace a dozor nad procesem výroby.
Realizované úkoly:
- analýza konstrukční dokumentace, co se technologické konstrukce týče
- určení způsobu vytvoření modelové skupiny
- výběr systémů slévání a dosazování odlitku
- určení metalurgických procesů parametru
Vypracování technologického procesu probíhá podle platné normy PN-EN a instrukce ISO.
VÝROBA, OPRAVY A ADAPTACE MODELOVÝCH SKUPIN
Na základě technologické dokumentace jsou vyráběny nové modelové skupiny a prováděny jiné práce spojené s přípravou modelování pro výrobu (konstrukční změny vyžádané klientem, technologické modifikace, opravy a adaptace modelových skupin).

FORMOVÁNÍ
Formy a jádra jsou vyráběny z furanové samotvrdnoucí hmoty.
Hmota je vytvářena v míchačko-dávkovačích typu WDS i AMD.
Během procesu formování jsou využívány formovací rámy s rozměry od 1000 x 1000 mm do 8000 x 2000 mm a formovací jámy s rozměry max. 20 000 x 4000 x 2000 mm.

REGENERACE A PŘEPRAVA HMOT
Automatická linka pro regeneraci formovacích hmot je určena k regeneraci hmoty vzniklé v důsledku vytlučení slévárenských forem na soustavě střásacích vytloukacích roštů. Přepravuje se pomocí pásových dopravníků do nádrže vytlučené hmoty. Hmota z nádrže, rozdrobená, otřená od použitých pojiv, odprášená a zchlazená na požadovanou teplotu - je přendávána do nádrže regenerátu.
Tímto způsobem získaný regenerát je pneumaticky přenášen na formovací stanoviště, kde je využit jako plnohodnotný materiál k zhotovování forem a jader.
Získáváme zpět 96% písku jako plnohodnotného materiálu pro opětovné využití při procesu formování.

TAVENÍ LITINY
Tekutá litina je vytvářena v:
- indukční peci OTTO JUNKER s objemem 6 t. a výkonem 8 t/h
- kopule Ø1000 se studeným proudem obohaceným kyslíkem o výkonu 8 t/h.
Formy se lijí tekutým kovem ze sklopných pánví o nosnosti až 20 000 kg.

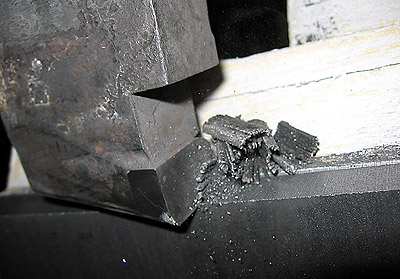
ČIŠTĚNÍ ODLITKŮ
Odlitky z formovací hmoty jsou vytloukány na střásacích vytloukacích roštech.
Hmota z velkých a komplikovaných odlitků je odstraňována na stanovišti pro oplachování vodou pod tlakem 160 barů.
Menší odlitky jsou brokovány v odstředivých tryskačích OWPK-4, velké odlitky ve stanu, kde tento proces probíhá ručně.
Každý z odlitkůje čištěn ručně pneumatickým nářadím.

KONTROLA KVALITY
Oddělení kontroly zodpovídá za dozor na celý proces výroby.
Jsou prováděny rozměrové kontroly modelových skupin, provedení jader a forem, detailní rozměrová kontrola zkušebního odlitku. Jsou prováděny zkoušky materiálů využívaných k výrobě, formovací hmoty, chemického složení a zkoušky pevnosti.
Na základě provedených zkoušek oddělení kvality vystavuje atesty materiálů, prohlášení o kvalitě a jiné, podle požadavků klienta.

MECHANICKÉ OBRÁBĚNÍ
Proces realizovaný na základě dokumentace dodané zákazníkem.
Provádíme mechanické obrábění jak objednaných odlitků, tak i obrobků dodaných zákazníky.
Pokud závod slévárny nedisponuje požadovanými technickými možnostmi, realizujeme proces obrábění v rámci kapitálové skupiny za využití možností RAFAMET S.A.
TEPELNÉ OBRÁBĚNÍ
Tepelné obrábění v oblasti žíhání a stabilizování litinových odlitků a ocelových konstrukcí se provádí na základě objednávky zákazníka.
Pokud závod slévárny nedisponuje požadovanými technickými možnostmi, realizujeme proces tepelného obrábění v rámci kapitálové skupiny za využití možností RAFAMET S.A.