



Rafamet Foundry uses lost foam process as a innovative alternative addition to conventional technology.
The lost foam casting is a full mold casting process - models made from EPS (expanded polystyrene) are embedded in molding box filed with sand. Liquid metal introduced into it replaces the plastics and fills out the cavities of the mold. The Lost Foam method is an economic manufacturing technology for complex components, because the polystyrene model can reproduce the undercuts, angular channels and contour-optimised cavities. This technique in many cases is cheaper than other casting methods in that a foam pattern can be fabricated much more easily.
Main benefits of Lost Foam process:
- More flexible construction design for designers than casting from wooden patterns
- Manufacture of complex components made of all commonly used cast irons
- Lower costs of pattern in single-piece or prototype production (EPS model costs 20 to 30% of normal pattern)
- Shorter production process (EPS model production takes 1 to 3 weeks)
- Additional possibility for casting’s weight reduction
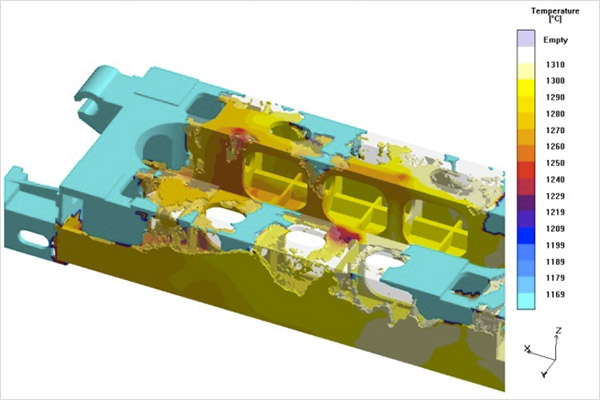 EPS casting pouring process simulation calculated in MAGMA system
EPS casting pouring process simulation calculated in MAGMA systemOur offer:
- Economical selection of suitable castings for the lost foam method compared to conventional casting methods
- Prototype development (foam models in segments, gluing of segments, development and assembly of the casting cluster, casting in customary materials)
- Technological support for lost foam casting design
- Delivery of EPS models
The Casting Process:
- A pattern is made from expanded polystyrene foam. The final pattern contains approximately 98% air 2% polystyrene.
- The foam is coated with ceramic investment, also known as refractory coating, by dipping, brushing, spraying or flow coating. The coating creates a barrier between the smooth foam surface and the coarse sand surface. The coating controls permeability, it allows the escape of gases created by the vaporized foam pattern into the sand. The coating forms a barrier so that the molten metal does not penetrate and cause sand erosion during pouring.
- After the coating dries, the model is placed into a moulding box.
- Box is filled with moulding sand and left for sand hardening.
- Molten metal is then poured into moulding box with EPS pattern, which vaporizes and is replaced by metal. Vents in the side of the flask allow vapor to escape.
- The ceramic investment is then removed, revealing the metal part.
Sample images of EPS pattern, surface and final casting – 9000kg, EN-GJL-300.



